
SMD Rework Solution
We are specialist for SMD Rework such as 0402 chip, CSP,BGA and QFP etc.
MS9000GTIR:
 PDF for Printing
PDF for Printing
MS9000GTIR Rework Station

MS9000GTIR
MS9000GTIR is the automatic heating rework system that the closed circuit control system with the high response middle-range infrared rays (MIR) heater and the remote temperature sensors. The MIR heater operated at the top and the bottom. and there heater systems are controlled by the closed circuit each. Furthermore, the remote sensors are always checking the temperature of the board, during heating of the system. Therefore, the machine can be reworking without the temperature profile data.
The temperature of the board and the package is always managed, during the reworking.
It is not necessary to create the temperature profile data.
The nozzle change is un-necessary.
Automatically pickup of the component.
Automatically replace of the component.
It can manage the heating of the under the board.
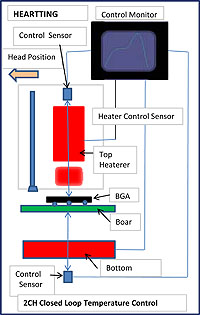
Operation Diagram
![]()
Heater Control diagram / Mounting diagram
Direct mode:
MS9000GTIR is a auto-reworking system which can be rewirking, always managing temperature by closed circuit control system. It was realizable with the original heating head which it moves horizontally of the heating head and vacuum head are changed. The temperature sensor for the board has two managing locations. They are the surface of the reverse-side of the board, and other one is the surface of the package. Those sensor always detects of temperature with perpendicularly. When it supply a component and or remove, the head for heating is moves horizontally, and automatically changed to the head for vacuum. In this case, It is called direct mode. MS9000GTIR has other two kinds of control mode, It is a AP mode, and M mode.
AP mode:
It can be create automatically of a optimal temperature profile data by ATTS function. ATTS system is Automatic Thermal Traces System, it had already operated at MS9000SAN rework system.
M mode:
It is for manual setup of the heating data, It has 6 heating zones, and heating data input to each by manually.
Direct Mode Operation
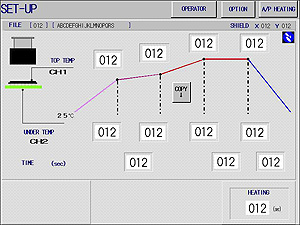
Touched Panel Screen
Direct mode is controlled by closed circuit system. The required temperature profile data is input to the four windows, MS9000GTIR is operated automatically as the setup temperature data. Four windows of the upper side are the temperature for solder. and the under side windows are for reverse-side temperature of the board. The time data will be automatically input by the machine. The all input data can be change always by manually. MS9000GTIR automatically hearts according to input data.
AP Mode is controlled by ITTS function.
This is use when it cannot control with the remote sensor precisely. such as the case of the surface of the package has reflects, like a mirror. and when the surface of the package is complicated and is not flat, such as a connector. In those examples, the remote-sensor may not operate precisely.
In AP mode, the surface of the package and the reverse of the board are required with the sensor, and temperature controlled them. After that, the system is reproduces the same heating profile faithfully without sensors.
M Mode is use when the load capacity of heat is too large and or the sensor cannot be wearing correctly to the component. MS9000GTR has 6 zones of data windows, the suitable temperature control data for each is put in and tested.
Data File
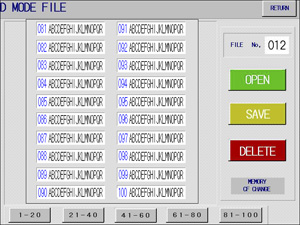
Data File Screen
The setup data can be saved at each mode. D mode data is maximum of 100 files, AP mode data is maximum of 100 files, and M mode is maximum of 50 files.
the data is managed by the Windows Excel CSV files. The data can be send to the PC, by the CF memory-card. The data can be analyse with the original software with the Excel on the PC.
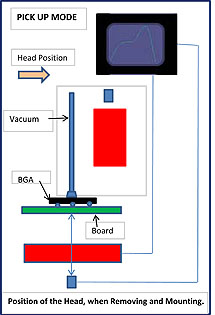
Auto-Parts Supply

![]()

Parts Pickup and Replace
Z axis of MS9000GTIR is by auto-servo controlled. The component can be pickup automatically from the parts supply stage of MS9000GTIR. And the picked up component is mounted to the board automatically.
Adjustment of the Heating Range

Heart Range Adjustor
The heart range of the top heater can be adjust by the shutter system of the head.
The shutter is adjustable each in Y and X direction. They are possible to change by 10mm to 50mm each.
Vision System
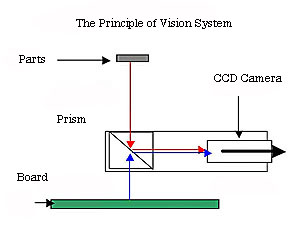
Optical image equality System
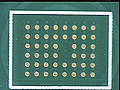
The positioning system is by optical image equality. It is the system that it displays the land image of the board and the pattern image of the part on the monitor at equal magnification. If those images fit, it will be the completion of positioning. The sample below images are 6x8mm CSP.

![]()
![]()
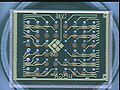
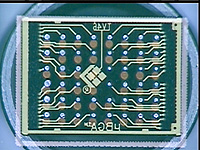
Parts image+board image+both of images.
![]()

Both of image + adjust = Completion positioning.
Wide Bottom Heater System (Option)

Optional Wide Bottom Heater
The optional wide bottom heater system is very effective to the large size board. And, it may be able to escaped from warped the board by heating.
Specifications
| Item | Specification | |
| Component size | 3.0 x 3.0 ---50 x 50mm | |
| Board Size | 50 x 50 ---400 x 500mm max | |
| Fine Adjust for Rotation | ±5 degrees max by Z axis by manual | |
| Fine Adjuster X and Y | ±5.0mm max by XY Table by manual | |
| Board Thickness | 3.5mm /3Kg Max | |
| Clearance of under the Board | 25mm Max | |
| Clearance of the board Top | 45mm Max | |
| Z Axis | servo control | |
| Under support for the board | by 4 pins on 2 railes | |
Heater Control System(PID) |
Direct | Closed Loop with remote-sensor x 2 |
| AP | ITTS Auto-Profile x 2 | |
| M | Manual 6 zones | |
| Parts Pick Up | Auto-Pickup by Vacuum Bit. | |
| Parts replace | Auto-Replace by servo controlled Z axis. | |
| Controller | Touched Panel 10.4inch Color with Logic controller | |
| Top heater | 800VA Middle IR | |
| Area Range:10x10 -- 50x50mm by XY Shutter | ||
| Bottom Heater | 800VA Middle IR | |
| Wide Bottom Heater | 1KVA x 2 Far-IR (Option) | |
| Control Data Save | Direct mode:100 files max | |
| AP mode: 100 files max | ||
| M mode: 50 files max | ||
| Control Data Memory | Excel CSV file in the CF memory | |
| Temperature Measuring | CA-K: 2(controller)+2CH(measuring) | |
| Data Analyzer | Peak Temp x 4 / Time-Interval x 2 x 4 | |
| Data Graph | 4CH max | |
| Monitor | 640x480 dot 10.4 inch (Ext by RGB) | |
| Vision System | AF 70x max with splitter system | |
| Power | 200--240V 2.0 KVA | |
| Dimension | 730W x 830D x 780Hmm 80Kg approx. | |
| Air | 0.5Mpa Dry | |
The specification are subject to change without notice.
1-38-15, Okusawa, Setagaya-Ku, Tokyo, 158-0083 Japan. Phone: +81-3-4283-3951 Fax: +81-3-3728-5232
Copyright(C)2007 M.S.Engineering Co.,Ltd. All rights Reserved.